上QQ阅读APP看本书,新人免费读10天
设备和账号都新为新人
2.2 来料板凸度对板形和板凸度的影响
前已述及,获得具有良好板形的带钢的重要条件是来料断面形状和承载辊缝形状相匹配。一般来料断面主要决定于供料厂。通常采用的方法是大量测取原料数据,找出原料板凸度的变化规律,据此确定本车间的工艺参数,以保证获得良好板形。
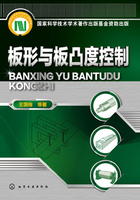
在实际生产中,当来料板凸度变化时,已定的轧制状态就会改变,因而使板形发生变化。如图2-3所示,热凸度-轧制力关系曲线为T,正常的良好板形线为F,工作在最佳状态点K。若来料凸度有变化,例如来料凸度减小,这时热凸度虽然也会发生变化,但变化甚微,可以忽略,可以认为热凸度-轧制力关系曲线基本不变。但来料板凸度减小的结果使良好板形线上升为F1,它要求轧辊有与K1点相对应的凸度,而实际凸度仍保持原来K点的,所以带钢会发生边波。如果来料板凸度增大,与上述情况相反,会发生中波。

图2-3 来料板凸度变化对板形的影响