2.1 西门子法
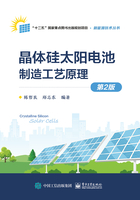
西门子法是由德国西门子(Siemens)公司发明并于1954年申请专利的,在1965年前后实现了工业化。经过数十年的应用和发展,西门子法不断完善,先后开发出第一代、第二代和第三代多晶硅生产工艺。第三代多晶硅生产工艺即改良西门子法(也称闭环式三氯氢硅氢还原法),它在第二代的基础上增加了还原尾气干法回收系统、SiCl4回收氢化工艺,实现了完全闭环生产,是西门子法生产高纯多晶硅技术的最新技术,其具体工艺流程如图2-1所示。改良西门子法是当今生产电子级多晶硅的主流技术,其具体工艺流程如下所述。

图2-1 西门子法工艺流程图
(1)把石英砂在电弧炉中冶炼提纯到97%~99%并生成工业硅。工业硅的制备方法很多,通常是用还原剂将SiO2还原成单质硅。还原剂有碳、镁、铝等,用镁或铝还原SiO2时,如果还原剂的纯度较高,那么所得的硅纯度可达99.9%~99.99%。
说明
业内常用“xN”或“xN5”表示纯度等指标,其中x为大于1的正整数,“N”为英文单词Nine的首字母。例如:“4N”表示99.99%;“5N”表示99.999%。
在一般的工业生产中,常常采用在电炉中用焦炭还原SiO2方法来制取单晶硅,即将碳电极插入焦炭(或木炭)和石英组成的炉料中,温度为1600~1800℃,还原出Si和CO2。产品中存在的杂质有Fe、C、B、P等,其中以Fe含量为最多,因此又称工业硅为硅铁。其化学反应式如下:

(2)为了满足高纯度的要求,必须进一步提纯。为此,把工业硅粉碎并用无水氯化氢(HCl)与之在一个流化床反应器中反应,生成三氯氢硅(SiHCl3)。合成SiHCl3可在沸腾床和固定床两种类型设备中进行。与固定床比较,沸腾床的优点为:生产能力强,每平方米反应器横截面积每小时能生产2.6~6.0 kg冷凝产品,而固定床每升反应容积每小时只能生产约10 g的冷凝产品;可实现连续生产,生产过程中不会因加料或除渣而中断;产品中SiHCl3含量高,至少可达90%,而固定床通常仅为75%左右;成本低、纯度高,有利于采用催化反应,原料可以采用混有相同粒度氯化亚铜(Cu2 Cl2)粉的硅粉,不一定要使用硅铜合金,因而成本低,原料可以预先用酸洗法提纯。因此,沸腾床合成SiHCl3的方法目前已被国内外广泛采用。
在沸腾床中,硅粉和氯化氢按下列反应式生成SiHCl3:

此反应为放热反应,为保持炉内稳定的反应温度在上述范围内变化以提高产品质量和实收率,必须将反应热实时带出。若温度增高,SiCl4的生成量将不断增大,当温度超过350℃后,将按下列反应生成大量的SiCl4:

若温度控制不当,有时产生的SiCl4含量甚至高达50%以上。此反应还产生各种氯硅烷,硅、碳、磷、硼的聚卤化合物,CaCl2、AgCl2、MnCl3、AlCl3、ZnCl2、TiCl4、PbCl3、FeCl3、NiCl3、BCl3、CCl3、CuCl2、PCl3等。
从反应式可以看出,在合成SiHCl3的过程中,反应是复杂的,因此要严格控制一定的操作条件。
(3)步骤(2)中产生的气态混合物仍须进一步提纯,这就须要分解过滤硅粉,冷凝SiHCl3、SiCl4,而气态H2、HCl返回到反应中或排放到大气中;然后分解冷凝物SiHCl3、SiCl4,得到高纯的SiHCl3。目前提纯SiHCl3和SiCl4的方法很多,一般不外乎萃取法、络合物法、固体吸附法、部分水解法和精馏法。
 萃取法:是指在一定温度下,将相同化学组成的混合物分配在两种互不混溶的有机溶剂中,充分振荡后,使某些物质进入有机溶剂中,而另一些物质仍留在原溶液中,从而达到分离的效果。此种方法操作麻烦、产量小,萃取剂的纯度不高。
萃取法:是指在一定温度下,将相同化学组成的混合物分配在两种互不混溶的有机溶剂中,充分振荡后,使某些物质进入有机溶剂中,而另一些物质仍留在原溶液中,从而达到分离的效果。此种方法操作麻烦、产量小,萃取剂的纯度不高。
 络合物法:是指在混合液中加入能对某物质起作用的络合剂,与这种物质生成一种稳定的络合物,即使加热也不会分解和挥发,从而可留在高沸物中除去。此种方法操作麻烦,需要较长的静止时间,络合剂的纯度不高。
络合物法:是指在混合液中加入能对某物质起作用的络合剂,与这种物质生成一种稳定的络合物,即使加热也不会分解和挥发,从而可留在高沸物中除去。此种方法操作麻烦,需要较长的静止时间,络合剂的纯度不高。
 固体吸附法:是指用固体吸附剂来进行吸附,吸附剂的纯度要高。此种方法对分离极性杂质磷和金属氯化物特别有效,但被吸附的物质往往容易使吸附剂中毒。
固体吸附法:是指用固体吸附剂来进行吸附,吸附剂的纯度要高。此种方法对分离极性杂质磷和金属氯化物特别有效,但被吸附的物质往往容易使吸附剂中毒。
 部分水解法:是指将三氯化硼(BCl3)用水洗的方法,生成硼的氧化物(B2O3),同时有大量的SiO2·nH2O产生,因此也是一种不太适用的方法。
部分水解法:是指将三氯化硼(BCl3)用水洗的方法,生成硼的氧化物(B2O3),同时有大量的SiO2·nH2O产生,因此也是一种不太适用的方法。
 精馏法:精馏是利用不同的物质在气液两相中具有不同的挥发度,当两相做相对运动时,这些物质在两相中的分配反复进行多次实现传热传质的过程,这样使得那些挥发度只有微小差异的组分产生很强的分离效果,从而使不同的物质得到分离。精馏是蒸馏时所生成的蒸气与蒸气冷凝时得到的液体相互作用,气相中高沸物组分和液相中低沸物组分以相反方向进行多次冷凝和汽化,实现混合物分离的过程。精馏是一种重要的提纯方法,此种方法处理量大、操作方便、效率高,又避免引进任何试剂,绝大多数杂质都能被完全分离,特别是非极性重金属氧化物,但彻底分离硼、磷和强极性杂质氯化物受到一定限制。
精馏法:精馏是利用不同的物质在气液两相中具有不同的挥发度,当两相做相对运动时,这些物质在两相中的分配反复进行多次实现传热传质的过程,这样使得那些挥发度只有微小差异的组分产生很强的分离效果,从而使不同的物质得到分离。精馏是蒸馏时所生成的蒸气与蒸气冷凝时得到的液体相互作用,气相中高沸物组分和液相中低沸物组分以相反方向进行多次冷凝和汽化,实现混合物分离的过程。精馏是一种重要的提纯方法,此种方法处理量大、操作方便、效率高,又避免引进任何试剂,绝大多数杂质都能被完全分离,特别是非极性重金属氧化物,但彻底分离硼、磷和强极性杂质氯化物受到一定限制。
(4)将精馏后的SiHCl3采用高温还原工艺,使高纯的SiHCl3在H2气氛中还原沉积而生成多晶硅。其化学反应式如下:

多晶硅的反应容器是密闭的,使用电加热硅棒(直径为5~10 mm,长度为1.5~2 m,数量可达48对以上),在1050~1100℃环境下,硅棒上生长还原多晶硅,直径可达150~200 mm。目前国内运行的主流还原炉为改进型24对棒、36对棒、40对棒、48对棒等还原炉型,单炉产量为7~12 t。多晶硅还原电耗从2009年的120 kW·h/kg降低到目前的60 kW·h/kg以下,综合电耗从200 kW·h/kg降低到100 kW·h/kg左右,降低了约50%;一些采用先进技术的多晶硅还原电耗可达40 kW·h/kg以下。随着现有工艺的进一步优化,改良西门子法全流程的综合电耗有望达到70 kW·h/kg以内。
这样,大约35%的SiHC13发生反应,并生成多晶硅。剩余部分同H2、HCl、SiHC13、SiCl4从反应容器中分离出来。对这些混合物进行低温分离后,或再利用,或返回到整个反应中。所得的主要产物SiCl4、SiHCl3在分离提纯后,高纯的SiHCl3又进入还原炉生长多晶硅,SiCl4重新与冶金级硅粉反应,SiCl4的回收可以加快沉积速率,从而扩大生产;反应在高压下进行,在2.0~2.5MPa、500℃条件下完成反应3SiCl4+Si+2H2══4SiHCl3。HCl可用活性炭吸附法或冷SiCl4溶解HCl法回收,所得的干燥的HCl又进入流化床反应器与冶金级硅粉继续反应。
改良西门子法是根据化学气相沉积原理生产多晶硅的技术,该技术最重要的特点是实现了多晶硅生产的闭路循环。但是,改良西门子法在副产物SiCl4的处理上采取了热氢化工艺,即在高温下SiCl4与H2反应生成SiHCl3的过程,该过程为吸热反应,能耗大且摩尔转化率低(一般为15%~20%)。
国内的多晶硅企业几乎都实施了冷氢化技术。冷氢化技术是多晶硅工业中的一种新兴技术,是一种把多晶硅生产过程中的副产物SiCl4(STC)转化为SiHCl3(TCS)的技术。多晶硅生产过程中的副产物SiCl4产量大、易挥发,是一种易燃、易爆而且腐蚀性和毒性都很强的危险化学品,存储、运输、处理都十分危险。
冷氢化技术在多晶硅规模化生产中的应用最早出现于1980年[4],由美国LXE公司的Larry Coleman提出并于1982年获得专利。冷氢化技术的发展经历了以下几个阶段:第一阶段始于1948年,美国联合碳化物公司的子公司林德气体公司为了制备有机硅,最先开发了冷氢化技术,用该技术最先制备出SiHCl3,然后再生产有机硅。1950—1960年间,林德气体公司在西弗吉尼亚建立了一条以冷氢化技术生产SiHCl3的生产线。然而,他们发现使用合成法(即用Si和HCl反应生成TCS)更为经济,于是冷氢化技术被搁置。第二阶段是在1973年,当第一次石油危机发生后,美国政府积极寻找可以替代石油的能源,很多公司参与了包括多晶硅生产的相关研究,其中包括美国联合碳化物公司。1977年,美国总统卡特授权美国航空航天局研究降低光伏电池组件生产成本的工艺,多晶硅的生产被提上议事日程。美国联合碳化物公司便积极投入到新硅烷技术及冷氢化技术的进一步研发中。第三阶段是1979—1981年,美国联合碳化物公司在华盛顿州的沃舒格尔建立了一个生产SiH4的中型工厂,使用冷氢化技术生产SiHCl3。1983年,该公司在摩西湖建设了年产量为1000t的硅烷厂,冷氢化技术第一次实现了规模化产业应用。1989年,日本ASMI公司收购了该硅烷厂。而后,ASMI公司出售了50%的股份给美国最大的可再生能源集团REC公司。REC公司进入多晶硅领域,使得冷氢化技术的工业化生产得以延续,该公司也由此成为冷氢化生产技术新的开拓者。
目前,国内主要有两种冷氢化技术:高压低温冷氢化和氯氢化。高压低温冷氢化是在高压低温条件下,以H2、硅粉、SiCl4为原料,在500~600℃、1.5~3.5MPa条件下反应。通常,SiCl4的摩尔转化率为17%~20%,通过添加催化剂可提高至约25%。其反应式如下:

氯氢化是在传统冷氢化技术的基础上增加了回收HCl生产SiHCl3的方法。该技术整合了SiHCl3合成和高压低温冷氢化两者的特点,是传统冷氢化工艺的衍生和优化,使回收的HCl得到充分利用。其反应式如下:

无论传统的冷氢化技术还是改良后的氯氢化技术,其主要的生产工艺流程和设备是基本相同的,反应器有两种,即固定床反应器和流化床反应器。固定床反应器在中小型装置中较为常见;流化床反应器常用于大型冷氢化项目,单套装置最大氢化能力可达10万吨/年以上。目前,从国内冷氢化正常运行的数据来看,TCS平均摩尔转化率为20%~23%,而经过技改后的热氢化摩尔转化率也达到了20%~23%,瞬时值甚至能达到25%。冷氢化生产Si HCl3的电耗约0.5kW·h/kg,与热氢化的电耗2~3kW·h/kg比较,氢化环节可节约能耗70%以上。按照多晶硅与SiCl4产出比为1:20计算,折合多晶硅电耗为30~50kW·h/kg。冷氢化单套系统规模大、操作稳定、能耗低,有效促进了多晶硅生产能耗和成本的降低。表2-1给出了冷氢化、热氢化的优缺点比较。
表2-1 冷氢化、热氢化的优缺点比较[4]

续表

改良西门子法工艺的副产物除了SiCl4,还有SiH2Cl2等。SiCl4主要采用氢化技术将其变成SiHCl3原料,经提纯后返回系统使用。而多数公司将SiH2Cl2与SiCl4在加催化剂条件下,反岐化生成SiHCl3,经提纯后返回系统使用。该技术的实施应用大幅降低了多晶硅原料消耗,按单位多晶硅计算,硅耗量可以从1.35kg/kg降低到1.2kg/kg以下,降幅在10%以上。
改良西门子法生产的高纯硅的电阻率可以达到n型2kΩ·cm以上。SiHCl3比较安全,可以安全运输,并且存储数个月仍然保持电子级的纯度,适用于现代化年产1000t以上的太阳能级多晶硅工厂。其特点并不是单纯追求最大的一次通过的转化率,而是提高多晶硅的沉积速率,完善的回收系统可以保证物料的充分利用,而钟罩反应器的完善设计使得高沉积率得以体现,反应器的体积加大,硅芯数量增多,炉壁温度在不大于575℃的条件下尽量提高;多晶硅芯温度一致时,气流能够保证多晶硅棒均匀迅速地生长。