上QQ阅读APP看本书,新人免费读10天
设备和账号都新为新人
1.4 边部减薄
边部减薄是发生在轧件边部的特殊物理现象,发生边部减薄的主要原因有两个。
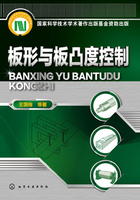
①轧制压力引起轧辊压扁变形的分布特征。根据半无限体模型,垂直作用于半无限大平面上的集中力或分布力引起该平面上某点的垂直位移与该点压力的作用点或作用区的距离成反比,随着这个距离的增大,垂直位移迅速减小。如图1-11所示,轧件和轧辊的接触压扁区长B,宽即接触弧长为ld,若忽略远处作用力的影响,对接触区内任何一点可确定一个所谓的有效作用区。例如a点,可以确定一个以a为对称中心的区域b0ld,认为在此区域内的分布力对a点接触压扁有影响,而区域之外作用力的影响可以忽略。同样点b也可确定一个有效作用b0ld,但c点的有效作用区仅为b0/2ld,因而它的压扁变形比内部各点a、b等要小得多。所以在接触区内部各点压扁变形相差不大(例如a点和b点),但在轧件边部,压扁量明显减小,相应地轧件要发生明显减薄。

图1-11 边部点和内部点的有效作用区
1—轧件;2—轧辊;Pd—轧制压力
②边部金属和内部金属的流动规律显著不同。边部金属所受侧向阻力比内部要小得多,在最外点,侧向阻力为零。这样一来,金属除了纵向流动外,还发生明显的横向流动。这就进一步降低了边部区域的轧制压力以及轧辊压扁量,使金属发生边部减薄。
根据上述产生边部减薄现象的原因,可以定性地分析影响边部减薄的因素。凡是影响轧制压力的因素,也影响工作辊的压扁分布,必然也影响边部减薄。例如增大压下量、轧制硬质材料等均会引起边部减薄量增大。采用较大的工作辊直径,一方面会使轧件与轧辊的接触弧长增加,从而增大纵向阻力,助长横向流动,另一方面又会加大接触压扁,所以必然引起边部减薄增大。由此可以得出结论,工作辊直径越小,则边部减薄也越小。