上QQ阅读APP看本书,新人免费读10天
设备和账号都新为新人
1.2 板凸度
带钢横截面形状的描述包括凸度、楔形度、边部减薄量和局部凸起等几项内容。
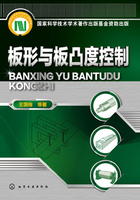
与板形这一概念密切相关的另一个重要概念是板凸度。热轧及冷轧带钢往往具有共同的特点,除带钢边部外,90%的中间带钢断面大致具有二次曲线的特征,而在接近边部处,厚度突然迅速减小,这种现象称为边部减薄。带钢断面形状大致如图1-9所示。

图1-9 带钢宽度方向厚度分布
一般我们所指的板凸度,严格说来,是针对除去边部减薄区以外的部分。边部厚度是以接近边部但又在边部减薄区以外的一个点的厚度来代表,板凸度即为板中心处厚度与边部代表点处厚度之差。有时为强调它没有将边部减薄考虑进去,又称它为中心板凸度,它可以表示为:
Ch=hc-he1 (1-18)
边部减薄也是一个重要的断面质量指标。边部减薄量直接影响边部切损的大小,与成材率有密切关系。边部减薄量越小,边部切损量也越小,则成材率越高。边部减薄表示为:
Ce=he1-he2 (1-19)
轧件厚度和板形、板凸度都有密切的关系,为了将这个因素考虑进去,引入了比例凸度的概念。比例凸度Cp表示为板凸度Ch与轧件平均厚度 之比:
之比:
 (1-20)
(1-20)
这样一来,在金属轧制过程中,良好板形条件就可以写成:
Cp=const (1-21)
楔形度是指轧件横截面两侧标志点的厚度差。它可以表示为:
