任务二 PMC程序调试
一、急停功能
在ZTXX30A数控铣床操作面板上装有急停按钮,如图3-2-1所示,按下机床操作面板上的急停按钮,机床立即停止运动。

图3-2-1 急停按钮

急停控制工作原理如图3-2-2所示。

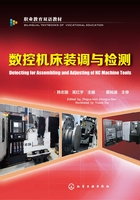
图3-2-2 急停控制工作原理
急停控制回路一般由两部分构成:一部分是PMC急停控制信号X8.4;另外一部分是伺服放大器的CX4上的急停端子,这两个部分中任意一个断开就出现报警,急停端子断开出现SV401报警,X8.4断开出现ESP报警。当按下急停按钮时,急停继电器KA1断电,动合触点KAI-1和KAI-2闭合,X8.4为0,出现ESP报警。
(1)梯形图的显示
如图3-2-3所示,按功能键“回”,再按多次扩展菜单【+】对应的软件,直到显示如图3-2-4所示梯形图页面。

图3-2-3 PMC选择页面

图3-2-4 梯形图显示页面
(2)状态的监控和急停功能的确认
在梯形图显示页面中,可监控机床PMC程序的工作状态,如红色圈中的程序即为急停的处理程序。按下急停按钮并解除,相应的输入点和输出点就会按照程序的功能产生变化。
(3)急停程序的编辑
为了了解梯形图的编辑方法,先将现有程序的梯形图删除,验证急停功能失效以后,再重新输入急停梯形图,并验证急停功能有效。
系统在默认状态下不允许使用PMC编辑功能,必须在“PMC设定”页面中,开通PMC编辑功能后,才可以对梯形图进行编辑。
在图3-2-5 PMC参数设定页面,单击【PMCCNF】,进入PMC设定菜单。

图3-2-5 PMC设定菜单1
移动光标选择如图3-2-6所示的选项,PMC编辑功能打开。

图3-2-6 PMC设定菜单2
进入PMCLAD页面,单击【操作】命令,选择【编辑】选项,进入PMC编辑页面,如图3-2-7所示。

图3-2-7 PMC编辑页面
可通过【列表】菜单与光标选择相应的程序段,单击【缩放】按钮进入单一程序段的编辑,如图3-2-8所示。

图3-2-8 单一程序段的编辑
按照案例分析的要求,单击【………】,可删除元件和横线;利用【L】删除竖线。
单击【+】,显示【结束】,单击【结束】,可结束单一程序段编辑。
继续单击【结束】,结束编辑功能。系统提示:是否需要停止PMC程序,并进行修改。单击【是】,修改程序。修改确认界面如图3-2-9所示。

图3-2-9 修改确认界面
系统提示:是否需要将修改后的程序写入FLASH ROM中,单击【是】,将修改后的程序写入FLASH ROM,如图3-2-10所示。

图3-2-10 程序写到FLASH
重新运行PMC程序(STOP-1-RUN),修改后的PMC程序生效。此时,无论急停开关处于何种状态,系统一直急停。
重新进入PMC编辑页面,将光标移到END l程序段中。单击【缩放】按钮,进入单一程序段编辑页面。利用【行插入】,插入一行空白行,输入急停程序段,如图3-2-11所示。利用元器件菜单放置PMC元件,利用机床操作面板输入相应的地址,输入急停的PMC程序。将修改好的PMC程序保存到FLASH ROM,如图3-2-12所示。

图3-2-11 程序输入

图3-2-12 编辑急停程序
重新启动CNC系统,修改后的PMC程序生效,急停开关的功能生效。
二、限位保护功能
1.限位功能
限位控制是数控机床的一个基本安全功能。数控机床的限位分为硬限位、软限位和加工区域限制。硬限位是数控机床的外部安全措施,目的是在机床出现失控的情况下,断开驱动器的使能控制信号。自动运转中,任一轴超程时,所有的轴都将减速停止。手动运行时,就不能向发生报警的方向移动,只能向与其相反的方向移动。
2.报警
当该功能生效时,发生OT506、OT507超程报警,如图3-2-13所示。在自动运行中,当任意一轴发生超程报警时,所有进给轴都将减速停止。手动运行中,报警轴不能向报警方向移动,但是可以向与其相反的方向移动。

图3-2-13 超程报警
3.信号
超程信号限位开关常用动断触点。表3-2-1所示为硬件超程主要信号,G114.0~G114.3、G116.0~G116.3为进给轴已经到达行程终端信号。
表3-2-1 硬件超程主要信号

4.梯形图
限位保护程序的梯形图如图3-2-14所示。

图3-2-14 限位保护程序的梯形图
5.参数设置
不使用硬件超程信号时,所有轴的超程信号都将变为无效。其设定参数见表3-2-2,当3004#5设定为1时,则不进行超程信号的检查。
表3-2-2 硬件超程生效参数表

三、训练
1.训练目的
①掌握PMC程序的监控与编辑方法。
②了解常用PMC信号的地址与顺序程序。
③掌握PMC参数的输入方法。
④掌握机床基本功能PMC程序的编辑方法。
2.训练项目
(1)根据实验室现有设备查找输入地址和输出地址,并填写表3-2-3,没有对应内容的不写。
表3-2-3 查找输入和输出地址

(2)仔细阅读表3-2-4,清楚信号以后,按照此表编写运行方式PMC程序。
表3-2-4 CNC-PMC信号

(3)按照图3-2-15所示梯形图,将该程序输入系统中,按下MDI按钮,监控G信号的变化,并且观察系统的运行方式。

图3-2-15 工作方式程序梯形图
(4)按照这个编程方法,编写其他程序实现其他工作方式。