1.2 典型的压铸填充理论
压铸过程中金属液的填充形态与铸件致密度、气孔率、力学性能和表面粗糙度等质量因素密切相关,在极短的填充瞬间其受到压铸件结构、填充速度、比压、温度、内浇口与压铸件断面厚度之比、合金液的黏度及表面张力、浇注系统的形状等的制约。长期以来人们对此进行了广泛的研究,提出了一些论点,但这些论点都是在特定的试验条件下得到的,有一定的局限性,要求人们在应用中具体情况具体分析,使填充理论进一步完善和深化。
目前,具有代表性的金属填充理论有3种:喷射填充理论、全壁厚填充理论和三阶段填充理论。
1.喷射填充理论
该理论是1932年由弗洛梅尔(L.Frommer)在矩形截面型腔一端开设浇口,研究锌合金压铸填充过程中得到的。他认为液体金属的填充过程遵循流体力学定律,并且有摩擦和涡流现象;液体金属填充矩形型腔时的运动特性和内浇道截面积与型腔截面积之比(A内/A)有关。
弗洛梅尔认为:当液流在速度、压力不变时,保持内浇口截面的形状喷射至对面型壁,称为喷射阶段;由于对面型壁的阻碍,部分金属呈涡流状态返回,部分金属向所有其他方向喷溅并沿型腔壁由四面向内浇口方向折回,称为涡流阶段。涡流中容易卷入空气及涂料燃烧产生的气体,使压铸件凝固后形成0.1~1mm的孔洞,降低了压铸件的致密度。
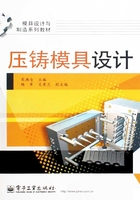
当内浇口截面积A内与型腔截面积A之比A内/A>(1/4~1/3),内浇口速度为0.5~15m/s,且撞击型腔壁或液流遇到阻碍时,容易产生喷射填充。喷射填充形态如图1-2所示。

图1-2 喷射填充理论
2.全壁厚填充理论
该理论是1937年由勃兰特(W.G.Brandt)用0.5~2mm厚的内浇口(且与压铸件厚度之比为0.1~0.6)研究铝合金压铸填充过程中得到的。勃兰特认为,金属液经内浇口进入型腔后,即扩展至型壁后沿整个型壁截面向前填充,直到充满为止,如图1-3所示。

图1-3 全壁厚填充理论
当内浇口速度低于0.3m/s,内浇口厚度δ与压铸件厚度t之比δ/t>(1/2~2/3)时,易于产生全壁厚填充形态。该理论一般用于结晶区间较宽的合金和形状简单的压铸件。因填充速度低,内浇口截面大,金属沿全壁厚向前推进,不产生涡流,有利于气体的排出,减少了压铸件的气孔与疏松,提高了压铸件的致密度。
3.三阶段填充理论
该理论是1944—1952年由巴顿(H.K.Barton)提出来的。巴顿认为,填充过程是包含力学、热力学和流体力学因素的复合问题,大致可分为3个阶段。
第一阶段:受内浇口截面限制的金属射入型腔后,首先冲击对面型壁,沿型腔表面向各方向扩展,并形成压铸件表面的薄壳层,在型腔转角处产生涡流。
第二阶段:后续金属液沉积在薄壳层内的空间里,直至填满,凝固层逐渐向内延伸,液相逐渐减少。
第三阶段:金属液完全充满型腔后,与浇注系统和压室构成一个封闭的水力学系统,在压力作用下,补充熔融金属,压实压铸件。
三阶段填充理论如图1-4所示。

图1-4 三阶段填充理论
以上是早期的3种典型的填充理论。由于在压铸过程中,压铸件的填充是在极短时间内完成的,并且过程是不连续的,变化迅速,压铸件是不透明的,因而不可能直接观察到压铸件内填充过程。此外,填充过程还与压射工艺参数、压铸件和内浇道的形状及两者截面积之比、压铸合金的性能等因素有关。因此,对填充理论一直存在着不同的看法。
三阶段填充理论与喷射填充理论的实验结果基本一致,全壁厚填充理论只在特定的条件下出现,上述3种理论不是孤立的,其随压铸件的形状、尺寸和工艺参数而改变。在同一压铸件上,由于各部位结构尺寸的差异也会出现不同的填充形态。
当宽度较窄的内浇口直对着型腔时,开始即以喷射方式填充,流束冲击对面型壁或型芯,金属液在此聚集喷溅或转向,动能减少,然后以全壁厚推进方式充模,这两种模式往往同时存在。在设计内浇口时,可根据压铸件的结构、尺寸及填充速度确定内浇口的位置和形状。现在人们已经清楚地意识到,对于金属填充过程的认识,对确定排气道的位置及基本压铸参数是非常重要的。